


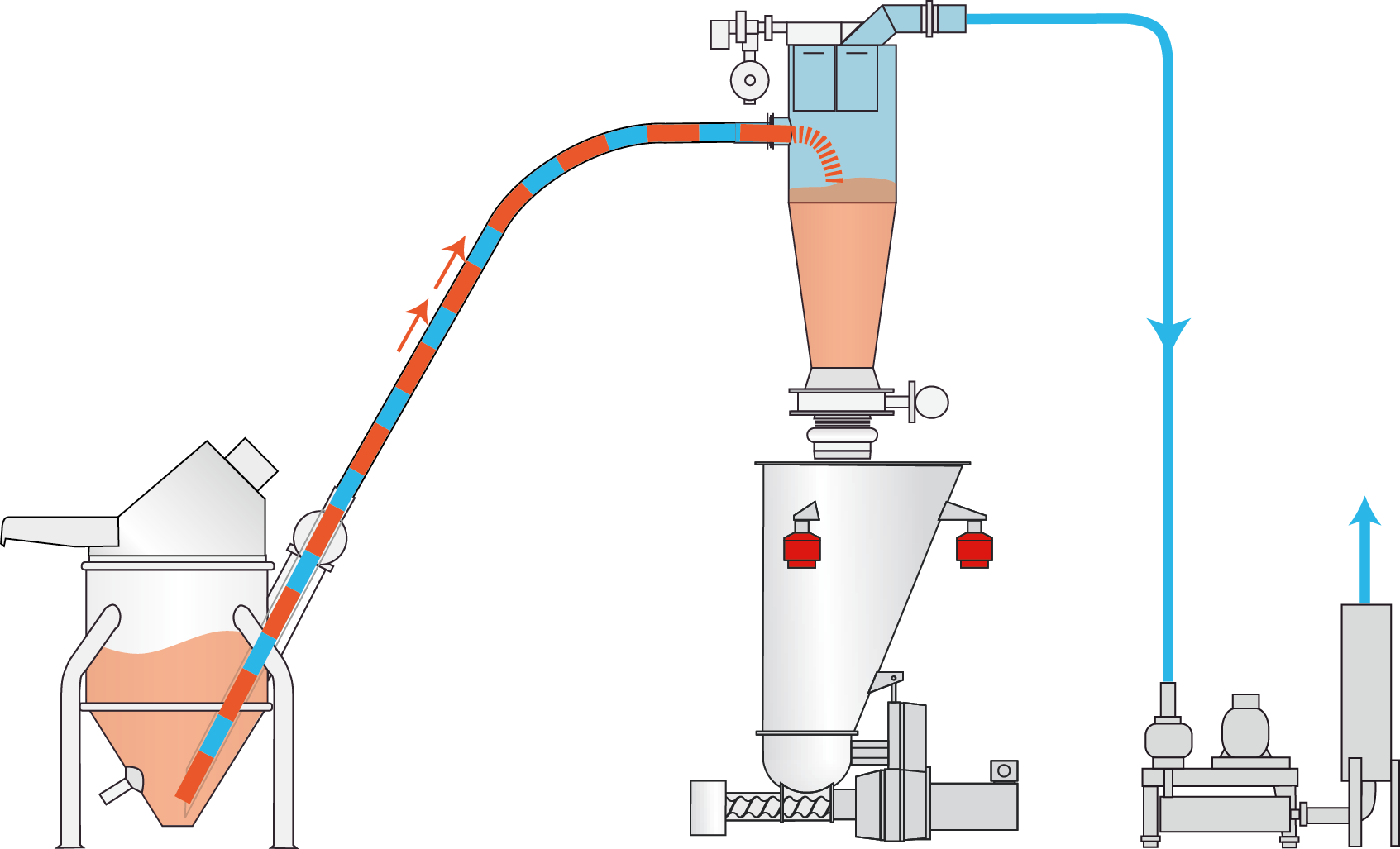
Сценарий, данные и вопрос: пневмотранспорт в плотной фазе как узкое место
Утверждаю прямо: задержки в подаче сыпучих материалов убивают рентабельность быстрее, чем вы думаете. В одном из моих проектов в декабре 2019 года на заводе в Новосибирске мы столкнулись с тем, что линия фасовки простаивала по 6–8 часов в месяц из‑за неравномерной подачи — потери составили около 12% от плановой производительности. Это был классический случай с пневмотранспорт в плотной фазе — сценарий, где давление и скорость потока решают всё. Я вижу две причины чаще всего: устаревшие контроллеры и неверная конфигурация пневматических клапанов; оба факта ведут к кавитации в линиях и дроблению продукта (да, это реально — продукт теряет качество). Как это исправить без дорогостоящих остановок? — вопрос открыт для обсуждения (и я поделюсь опытом ниже).
В чём корень ошибки?
Я работаю в B2B цепочке поставок более 18 лет, и помню случай в апреле 2021 года на складе сухих смесей под Калугой: мы заменили старый частотный преобразователь на модель Siemens SINAMICS и перенастроили порог срабатывания индустриального контроллера — просто это снизило колебания потока на 35% и уменьшило образование пылевых пробок в трубах. Конкретика: шнековый конвейер использовался как резерв, но без корректной синхронизации шнек работал «втакт» с пневмолинией, что только ухудшало ситуацию. Я твёрдо уверен, что многие менеджеры недооценивают роль правильной логики управления и сенсоров потока — считая, что «мощности компрессора» хватит решить проблему. Честно говоря, это мнение дорого обходится. В следующих разделах я раскрою альтернативы и сравню варианты — переход к следующему блоку будет логичным.
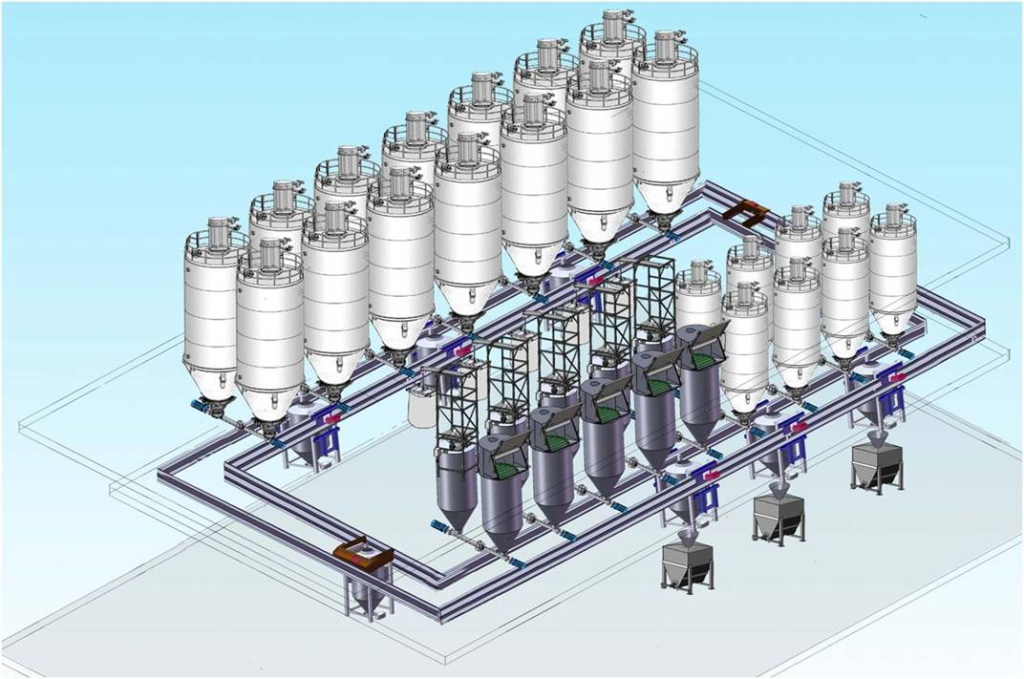
Сравнение решений и дорожная карта: система пневмотранспорта сыпучих материалов
Перспектива: я смотрю вперёд и сравниваю три подхода — модернизация управления, гибридные схемы с шнеком и классический полет компрессора. В 2022 году на тестовой линии в Санкт‑Петербурге мы провели A/B испытание: на линии A оставили классический метод с усиленным компрессором и вакуумным насосом Busch; на линии B ввели распределённую логику и дополнительные датчики давления. Результат — линия B показала стабильность подачи на 22% выше и экономию электроэнергии 9% за квартал. Это не абстракция — это измеримые цифры. Я предпочитаю постепенные улучшения: сначала сенсоры, потом логика, затем — механика. (Небольшая пауза — и вы уже видите разницу.)
Что теперь — выбор или тест?
Практический совет от человека, который лично настраивал систему на двух заводах: не тратьте бюджет на самый мощный компрессор первым делом. Оцените эти три метрики при выборе решения — я даю их как чек‑лист, потому что сам проходил через ошибки и платил за них: 1) стабильность потока (измеряется коэффициентом вариации дебита), 2) время восстановления после засора (в секундах), 3) общая стоимость простоя в рублях за смену. Если вы измеряете и контролируете эти параметры, многие проблемы решаются до покупки нового оборудования. Я видел, как простая перенастройка пневматического клапана и переназначение логики на местном контроллере уменьшили простои на 18% в феврале 2020 года на линии по производству кормовых смесей в Ростове — это конкретный результат. Взвесьте опции, протестируйте на 1–2 линиях и действуйте масштабно. В конце концов, выбирая партнёра, обратите внимание на практический опыт поставщика — например, у Wijay есть проекты, где сочетали модернизацию управления и механические доработки с измеримым эффектом.